恾-1丂岝憿宍偺尨棟
攱尨峆晇 掗恖惢婡乮姅乯僆僾僩僀儊乕僕僇儞僷僯乕
丂 Laser Stereolithography and Recent Topics of the Application Tsuneo Hagiwara Opto-Image Company, TEIJIN SEIKI Co., Ltd.
恾-1丂岝憿宍偺尨棟
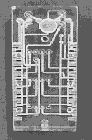
娫妘偵僗儔僀僗偟偰偦偺抐柺偺僨乕僞傪嶌傞丅偙偺抐柺僨乕僞偵婎偯偄偰塼忬偺岝峝壔惈庽帀偺昞柺傪儗乕僓岝偱憱嵏偟丄旐徠幩晹暘偺庽帀傪峝壔偝偣偰抐柺僨乕僞偵懳墳偡傞庽帀峝壔憌傪宍惉偝偣傞丅偙偺岺掱傪孞傝曉偟偰庽帀峝壔憌傪師乆偲愊憌偡傞偙偲偵傛傝丄愝寁偟偨偲偍傝偺3師尦棫懱暔偺宍忬儌僨儖傪摼傞[5-7]丅
岝憿宍僔僗僥儉偱偼丄Ar儗乕僓傑偨偼敿摫懱椼婲屌懱儗乕僓傪巼奜岝敪惗尮偵梡偄丄婡夿僔儍僢僞乕丄岝曄挷婍(AOM)丄岝妛儗儞僘傪捠偟丄X曽岦Y曽岦偺2偮偺僗僉儍僫儈儔乕偱徠幩埵抲傪惂屼偟側偑傜岝峝壔惈庽帀梕婍拞偺僥乕僽儖忋偵岝徠幩偡傞丅儗乕僓丄AOM丄僗僉儍僫乕儈儔乕偼僐儞僺儏乕僞偱僐儞僩儘乕儖偟丄僥乕僽儖傕偦傟偵敽偄惂屼偡傞丅偦偟偰丄巼奜岝偵傛傝岝峝壔惈庽帀敄枌憌傪抐柺僨乕僞偵婎偯偄偰堦憌偢偮峝壔偝偣傞[9,10]丅
3.丂岝憿宍梡庽帀
丂岝憿宍朄偺僉乕億僀儞僩偼偦偺庽帀偺惈擻偵偁傞偲偄偭偰傕夁尵偱偼側偄 丅儐乕僓偼憿宍偵傛傝摼傜傟傞庽帀峝壔暔傪棙梡偡傞偨傔丄偦偺暔惈傗惈幙偑嵟傕廳梫偱偁傞丅
丂岝憿宍偱梡偄傜傟傞塼忬岝峝壔惈庽帀偼丄峝壔偺斀墳婡峔偵傛傝戝暿偟偰擇偮偵暘椶偝傟傞丅堦偮偼儔僕僇儖廳崌斀墳僞僀僾偱偁傝丄傕偆堦偮偼僇僠僆儞廳崌斀墳僞僀僾偱偁傞丅戙昞揑側岝峝壔惈庽帀偲偟偰慜幰偼僂儗僞儞傾僋儕儗乕僩宯偑偁傝丄屻幰偼僄億僉僔宯偑偁傞
[6,7,10]丅
丂僂儗僞儞傾僋儕儗乕僩宯庽帀偱偼儔僕僇儖斀墳偱恑峴偡傞偨傔丄堦斒揑偵斀墳懍搙偼戝偒偄偑廳崌偑儔儞僟儉惈偵側傝傗偡偄偙偲傛傝丄憿宍暔偑僜儕傗惛搙偺揰偐傜晄棙偲尵傢傟偰偄傞丅偟偐偟丄僂儗僞儞崪奿偼僀僜僔傾僱乕僩惉暘偲傾儖僐乕儖惉暘偲偐傜梕堈偵怴偟偄傕偺偑崌惉壜擻偱偁傝丄峝壔屻偼崅暘巕庡嵔拞偺僂儗僞儞婎偵傛傝暘巕娫嬅廤椡偺戝偒偄傕偺偑摼傜傟傗偡偄偙偲偐傜丄崅暘巕庡嵔拞偵億儕僄亅僥儖婎傪桳偡傞僄億僉僔宯庽帀偵斾傋婡夿摿惈丄偍傛傃擬揑摿惈偼桳棙偲峫偊傜傟傞丅
丂僄億僉僔壔崌暔偺廳崌斀墳偼僗儖儂僯僂儉墫摍偺岝暘夝偐傜桿摫偝傟傞僇僠僆儞(僾儘僩儞)偵傛傝奐巒偝傟傞丅偙偺僇僠僆儞廳崌斀墳偼丄廳崌懍搙偼楎傞偑丄拃師廳崌惈偺梫慺傪帩偭偰偍傝丄摼傜傟傞廳崌峝壔暔偺廂弅榗傒偑彫偝側孹岦偑傒傜傟傞丅偦偺偨傔丄憿宍暔偺悺朄惛搙偑桳棙偱偁傞偲怣偠傜傟丄嵟嬤摿偵峀偔梡偄傜傟傞傛偆偵側偭偨丅偟偐偟丄僄億僉僔宯庽帀偺応崌偵偼慖戰偱偒傞僄億僉僔壔崌暔偺悢偑嬌抂偵惂尷偝傟傞偲偲傕偵丄恖懱傊偺埨慡惈傗廳崌懍搙偺揰偐傜巊梡偱偒傞庡嵻偼摿掕偺帀娐懓僄億僉僔壔崌暔偵傎偲傫偳尷掕偝傟偰偄傞丅
丂岝憿宍梡庽帀偼僄億僉僔宯偑庡棳偵側傝偮偮偁傞偺偑尰忬偱偁傞偑丄僂儗僞儞傾僋儕儗亅僩宯偺庽帀偼丄愭偵弎傋偨傛偆偵嵻偺慖戰斖埻偑僄億僉僔宯庽帀偵斾妑偟偰埑搢揑偵戝偒偔丄婡擻惈傪梫媮偝傟傞偙偲偑塿乆嫮偔側傞偙偲偐傜崱屻偺奐敪師戞偱偼棫応偑媡揮偡傞偙偲傕偁傝摼傞丅
3.1丂岝憿宍梡庽帀偺摦岦
丂3師尦岝憿宍僔僗僥儉偺揥奐偑媫懍偵奼戝偡傞偵楢傟偰丄怴婯庽帀奐敪偺廳梫惈偑嵞擣幆偝傟丄奺幮偱偺奐敪傕妶敪偵側偭偰偒偨丅儌僨儖梡庽帀偲偟偰丄斈梡僾儔僗僠僢僋僗偱偁傞ABS乮傾僋儕儘僯僩儕儖乛僽僞僕僄儞乛僗僠儗儞乯庽帀傪堦偮偺栚昗偲偟偰奐敪偑恑傔傜傟偰偄傞丅偙偺ABS庽帀偼暔惈偺僶儔儞僗偑偲傟偰偄偰偐偮惉宍惈傕傛偔埨壙側偨傔峀偔棙梡偝傟偰偄傞丅庽帀偺廳梫惈偑擣幆偝傟奐敪幰偑偐側傝側惛椡傪拲擖偟偰偄傞偵傕偐偐傢傜偢丄巗応偵偁傞岝峝壔惈庽帀偺峝壔暔偺惈擻偼偄傑偩栚昗偺ABS庽帀偵偼摓払偟偰偄側偄偺偑尰忬偱偁傞丅
丂傑偨丄嵟嬤偱偼丄儌僨儖梡庽帀偑僄億僉僔宯庽帀偑拞怱偱偁傞偙偲傛傝奣偟偰惼偄偨傔丄岝憿宍暔偼乽夡傟傗偡偄乿偲偄偆捠愢偑弌棃偰偟傑偭偰偄傞丅偙傟傪偆偪攋傞偨傔偵恱惈偵桪傟偨傕偺傪愊嬌揑偵採嫙偟傛偆偲偡傞摦偒偑奺幮偐傜弌偰偒偨丅偙偺恱惈偼億儕僾儘僺儗儞(PP)傪堦偮偺庤杮偲偟偰偄傞丅埉揹壔岺嬈偐傜偼HS-681丄DSM-SOMOS幮偐傜偼SOMOS8100(JSR幮偐傜傕偍側偠傕偺偑SCR-8100僔儕乕僘)丄偛偔嵟嬤丄Vantico(媽僠僶丒僗儁僔儍儖僥傿乕丒働儈僇儖僘)偐傜SOMOS8100僔儕乕僘偲奜娤偑旕忢偵傛偔帡偨SL-7540偑弌偨丅偙傟傜偼慡偰僄億僉僔宯偱偁傝丄恱惈偺娤揰偐傜傒傞偲傑偩PP偺摿惈偵偼帄偭偰偄側偄丅偙傟傜偵懳偟偰変乆偼僂儗僞儞傾僋儕儗乕僩宯偺TSR-1938M傪嵟嬤巗応偵搳擖偟偨8)丅偙偺傕偺偼僄億僉僔偱偼払惉偟擄偄丄嫮搙偲怢搙偲傪寭偹旛偊偨傕偺偱偁傝丄PP
偺暔惈傪傎傏枮懌偟偰偍傝丄崱屻偺敪揥偑婜懸偝傟傞丅
4.丂岝憿宍朄偺栶妱
丂偙偺岝憿宍朄偺壥偨偡栶妱偼丄a. 僨僓僀儞昡壙(宍忬妋擣)傗 婡擻昡壙丄b. 恀嬻拲宆傗拻憿梡偺儅僗僞乕儌僨儖丄c. 幚晹昳惢憿偺帋傒丄d. 堛椕暘栰丄e.
偦偺懠側偳偑嫇偘傜傟傞丅埲壓丄偙傟傜梡搑偵偮偄偰弎傋傞丅
4.1丂僨僓僀儞昡壙(宍忬妋擣)媦傃婡擻昡壙
丂岝憿宍僔僗僥儉偼傕偲傕偲3師尦CAD偺僾儕儞僞乕揑敪憐偐傜惗傑傟偨丅偦偺偨傔偵丄宍忬妋擣梡偺儌僨儖傪摼傞偙偲傪庡側栚揑偲偟偰弌敪偟偨丅惢憿扴摉幰偵偲偭偰帺暘偺嶌傞惢昳偁傞偄偼晹昳偺僀儊乕僕傪惓妋偵攃埇偡傞偙偲偼旕忢偵廳梫側偙偲偱偁傞丅摿偵宍忬偑暋嶨偵側傟偽側傞傎偳棟夝偵帪娫偑偐偐傝惢嶌儈僗偺壜擻惈傕懡偔側傞丅
丂3師尦棫懱儌僨儖傪憿宍偡傞偙偲偵傛偭偰丄愝寁偟偨惢昳偺僨僓僀儞偑婜懸偟偨傕偺偱偁傞偐偳偆偐幚嵺偵庤偵偲偭偰専摙壜擻偱偁傝丄懠幰偺昡壙傪庴偗傞偙偲傕壜擻偱偁傞丅偦偟偰丄専摙寢壥傪愝寁偵僼傿乕僪僶僢僋偡傞偙偲傕偱偒傞丅廬棃偺揬傝崌傢偣傗丄婡夿壛岺偲堎側傝3師尦CAD偲捈愙寢傃偮偄偰偄傞偨傔丄暋嶨側宍忬偱傕娙扨偵憿宍偱偒丄惓妋偵宍忬傪妋擣偡傞偙偲偑壜擻偱偁傞丅傑偨丄棫懱儌僨儖傪CAD僨乕僞傑偨偼丄恾柺偲嫟偵搉偡偙偲偵傛傝丄嬥宆偺惢嶌儈僗傪杊巭偟偰儘僗偺掅尭偲嵟揔愝寁偵傛傞僐僗僩嶍尭偑壜擻偱偁傞丅偝傜偵丄嵟廔惢昳惢憿扴摉幰偺棟夝傪彆偗惢憿偺偨傔偺岺掱偱偺儈僗傪杊偖偙偲偑偱偒丄惢昳壔傑偱偺帪娫偺掅尭偲儘僗偺掅尭偑壜擻偱偁傞丅
丂岝憿宍儌僨儖偼丄晹昳偺慻晅傗浧崌偺僠僃僢僋偵棙梡偟偨傝丄婡峔傗僔儈儏儗乕僔儑儞幚尡側偳偺婡擻揑側専摙偑壜擻偲側傞丅婡擻昡壙傪峴偆偙偲偵傛傝丄愝寁儈僗傪杊偓丄傛傝揔愗側愝寁偑壜擻偲側傞丅専摙寢壥偼惢憿愝寁偵梕堈偵僼傿乕僪僶僢僋壜擻偱偁傞丅
丂傑偨丄僨僓僀儞暘栰偱偼憿宍儌僨儖偑僨僓僀僫乕偺姶惈傪妋擣偟偰怴偟偄憂憿傊敪揥偡傞傕偺偲巚傢傟傞丅嶳棞偺儊僀僐乕幮( http://www.meiko-inc.co.jp)傪拞怱偵曮忺娭學偱偺僨僓僀儞専徹梡搑傕惙傫偱偁傞丅
4.2丂恀嬻拲宆傗拻憿梡偺儅僗僞乕儌僨儖
丂3師尦CAD偱僨僓僀儞丒愝寁偟偨儌僨儖傪丄10悢屄捈偪偵擖庤偟偨偄偲偒側偳偵偼僂儗僞儞庽帀傗僄億僉僔庽帀側偳偺擬峝壔惈庽帀傪梡偄偨儗僾儕僇偺嶌惉偑峴傢傟偰偄傞丅偙偺偲偒偺儅僗僞乕儌僨儖偲偟偰岝憿宍偱嶌惉偟偨儌僨儖偑桳岠偵棙梡偱偒傞丅岝憿宍偱摼偨儌僨儖傪梡偄丄僔儕僐乕儞庽帀偱曣宆傪嶌傝丄偙偺曣宆偵慜婰擬峝壔惈庽帀傪棳偟崬傒儗僾儕僇傪嶌惉偡傞偺偱偁傞丅偙偺応崌丄堦偮偺曣宆偐傜10乣20屄嶌惉偱偒傞偺偱丄曣宆傪10屄梡堄偡傟偽100乣200屄偺儗僾儕僇偺嶌惉偑棟榑忋壜擻偲側傞[
7]丅偟偐偟丄儗僾儕僇傪偲傞偺偵1乣2帪娫掱搙帪娫偑偐偐傞偨傔丄戲嶳偲傞偙偲偼偐側傝庤娫偑偐偐傞丅傑偨丄弌棃傞儗僾儕僇偼彜昳偲偼堎側傞偨傔嵟廔揑側婡擻帋尡側偳偼弌棃側偄偙偲偵側傞丅
丂懠曽丄岝憿宍儌僨儖傪儘僗僩儚僢僋僗朄偺儚僢僋僗偺戙懼儌僨儖偲偟偰巊梡偡傞偙偲偵傛傝儚僢僋僗嶌惉梡偺嬥宆偑晄梫偲側傞偨傔偵丄戝暆側岺悢偺嶍尭偑壜擻偲側傞丅偟偐偟丄岝憿宍儌僨儖偱偼徚幐偺嵺偵巆偝偑彮検巆偭偰偟傑偆偨傔昳幙偺掅壓傪彽偔偙偲偑偁傞丅偦偺偨傔丄杮奿揑側幚梡壔偵偼廬棃偺儚僢僋僗偲摨條偵姰帏偵徚幐偡傞摿惈傪帩偮庽帀偺弌尰偑忷朷偝傟偰偄傞丅偦偺懠丄拻憿偺偨傔偺儅僗僞乕儌僨儖傗嵒宆梡偺儅僗僞乕儌僨儖側偳栘宆偺戙懼偲偟偰傕幚梡壔偝傟偰偄傞丅
4.3.丂幚晹昳惢憿偺帋傒
丂嵟嬤丄岝憿宍僔僗僥儉梡偺庽帀偑丄栚揑傪帩偭偰奐敪偝傟傞傛偆偵側偭偰偒偨丅偦偺堦偮偼丄変乆偑採埬偟偨幩弌惉宍梡偺庽帀TSR-750僔儕乕僘偱偁傝丄懴擬儌僨儖梡偺庽帀TSR-900僔儕乕僘偱偁傞[9,10]丅
丂偙偺丄栚揑巙岦傪偝傜偵墴偟恑傔丄岝憿宍僔僗僥儉偱側偗傟偽偱偒側偄傛偆側暋嶨側儌僨儖傪憿宍偟丄幚梡揑側晹昳偵梡偄傛偆偲偡傞帋傒偑巒傑偭偨丅偙傟偼丄岝憿宍偵傛傝CAD僨乕僞偐傜捈愙摼傜傟傞儌僨儖傪幚嵺偺惢昳偵偟傛偆偲偡傞傕偺偱偁傞丅偡側傢偪丄岝憿宍僔僗僥儉傪惢憿婡偵埵抲偯偗傛偆偲偡傞傕偺偱偁傞丅
丂尰忬偱偼丄岝憿宍偱摼傜傟傞峝壔暔偼昁偢偟傕強朷偺惈擻傪桳偟偰偄側偄応崌偑懡偄偑丄変乆偑奐敪偟偨僀儈僪宯庽帀偼丄偙偺栚揑偺偨傔偺戞堦曕偲偄偊傛偆丅擔棫惢嶌強偺嶰戭傜偼悈幙帋尡婍偺怱憻晹偱偁傞儅僯儏儂乕儖僪(恾-2)偵岝憿宍昳偑巊梡偱偒傞偙偲傪嵟嬤敪昞偟偨[12]丅岝憿宍昳傪梡偄傞偙偲偵傛傝廬棃朄偵斾妑偟偰僒僀僘傪栺1/120偵偟偨悈幙帋尡婍傪彜昳壔偟偨丅偙偺憰抲偼摨帪偵壙奿傕悢暘偺1埲壓偵側偭偰偄傞丅偙偺傛偆偵丄岝憿宍昳傪捈愙晹昳偵梡偄傞偙偲偵傛傝崱傑偱偱偼峫偊傜傟側偐偭偨傛偆側媄弍妚怴傪傕偨傜偡丅岝憿宍傪戙昞偝傟傞儔僺僢僩僾儘僩僞僀僺儞僌(RP)僔僗僥儉偼傗偑偰儔僺僢僪僾儘僟僋僔儑儞(RP)僔僗僥儉偲偟偰巊傢傟傞偙偲偲巚偭偰偄傞丅変乆偼丄崱屻丄峏偵僀儈僪杮棃偺惈擻偱偁傞懴擬惈傕桪傟偨嵽椏傪採嫙偡傋偔丄怴婯尨椏偺僨僓僀儞媦傃崌惉専摙傪峴偭偰偄傞丅偙傟傜偺嵽椏偑斾妑揑埨壙偵擖庤偱偒傞傛偆偵側傞偲僀儈僪宯庽帀偼岝憿宍僔僗僥儉偑惢憿婡偵埵抲偯偗傜傟傞傛偆側栶妱傪壥偨偡傕偺偲妋怣偟偰偄傞[9]丅
4.4丂堛椕暘栰
丂惢憿嬈埲奜偺暘栰偱傕岝憿宍僔僗僥儉偺棙梡偑恑傔傜傟偮偮偁傞丅MRI(帴婥嫟柭塮憸朄)傗CT(僐儞僺儏乕僞乕抐憌嶣塭)僗僉儍儞偱摼傜傟偨抐憌僨乕僞傪傕偲偵姵晹偺儌僨儖(恾-3嶲徠)傪嶌惉偡傞偙偲偵傛傝丄堛幰偼姵幰傪幚嵺偺恌嶡埲忋偵傛偔尒傞偙偲偑偱偒傞偺偱丄庮釃傗崪偺堎忢丄偦偺懠偺昦婥傪尒偮偗傗偡偔側傞丅偦偟偰丄擄偟偄庤弍偺嵺偺庤弍曽朄偺専摙丄
丂
|

|
|
|
|
嶍彍晹暘偺専摙丄庤弍庤弴偺僔儈儏儗乕僔儑儞側偳偵棙梡偡傞偙偲偵傛傝崅搙側堛椕峴堊偑壜擻偵側傞丅宑墳戝妛堛妛晹宍惉奜壢妛嫵幒偺彫椦惓峅愱擟島巘偲摨戝妛娐嫬忣曬妛晹偺愮戙憅嫵庼偺僌儖乕僾偺宍惉奜壢偱偺岝憿宍偺墳梡尋媶[13]丄捠嶻徣婡夿媄弍尋媶強偺扟愳傜偺僌儖乕僾偺恖偺摢偺僼傽儞僩儉偺夝愅[14]側偳偑嫇偘傜傟傞丅傑偨丄帟壢堛椕暘栰偱傕岝憿宍側偳傪梡偄偨庤弍僔儈儏儗乕僔儑儞摍偵妶敪偵専摙偝傟偰偒偨[15]丅岝憿宍朄傪堛椕専摙偵梡偄傞偙偲偑曐尟偱擣掕偝傟傟偽丄崅搙側堛椕峴堊偺偨傔偵偝傜偵棙梡偑恑傓傕偺偲峫偊傜傟傞丅儀儖僊乕偺儅僥儕傾儔僀僘幮(http://biomedical.materialise.com)偼偙傟傜偺僜僼僩僂僄傾偺奐敪傪愊嬌揑偵恑傔偰偄傞丅
丂僙儞僩儔儖丒僼儘儕僟戝妛偺Hosni嫵庼偺僌儖乕僾偱偼丄MRI傗CT僗僉儍儞偺夋憸偐傜岝憿宍儌僨儖傪棙梡偟偰恖岺娭愡側偳偺尋媶傪恑傔偰偄傞丅堦曽丄恖岺崪側偳偺儌僨儖偲偟偰僴僀僪儘僉僔傾僷僞僀僩傪娷傓岝峝壔惈庽帀偺専摙偑丄暷崙儈僔僈儞戝妛偺Halloran嫵庼傜偺僌儖乕僾偱恑傔傜傟偰偄傞[16]丅
丂偝傜偵偼丄IT媄弍偲憤崌揑偵寢傃偮偄偨墦妘堛椕巟墖僔僗僥儉傕専摙偝傟丄崱屻偙偺暘栰偺敪揥傕尒夁偛偣側偄[13]丅偟偐偟丄偙偺椞堟偑偝傜偵敪揥偡傞偨傔偵偼丄X慄媄巘傗堛巘偑僆儁儗乕僞偵棅傜偢捈愙憖嶌偱偒傞傛偆側娙曋側憿宍僔僗僥儉偺弌尰偑朷傑傟傞丅
4.5丂偦偺懠
丂抧宍傗寶暔偺儌僨儖傪嶌惉偟丄宨娤偺妋擣丄價儖晽側偳偺僔儈儏儗乕僔儑儞偑壜擻偲側傞丅偨偩丄尰忬偱偼偳偺掱搙棙梡偝傟偰偄傞偐晄柧偱偁傞丅
丂儅僀僋儘儅僔儞側偳傊偺岝憿宍偺揔墳偑専摙偝傟丄戝妛傪拞怱偵尋媶偑恑傔傜傟偰偄傞丅偦偺懠丄変乆偑梊婜偟偰偄側偄傛偆側棙梡曽朄傕偐側傝偁傞傕偺偲悇掕偝傟丄偙傟傜偑晜忋偟偰偔傞偲巚傢偸曽柺偵敪揥偟偰偄偔壜擻惈傪旈傔偰偍傝丄偙偺媄弍偺墳梡暘栰傕傑偡傑偡峀偑偭偰偄偔傕偺偲婜懸偝傟偰偄傞丅
5.丂崱屻偺揥朷
岝憿宍朄偼丄憰抲丒庽帀偲傕偵夵慞偺梋抧傪懡暘偵娷傫偱偄傞偑丄嶻嬈奅傪偼偠傔丄堛椕暘栰側偳偵怴偨側媄弍妚怴傪傕偨傜偡媄弍偲峫偊傜傟偰偄傞丅
丂嬤偄彨棃偱偼丄婡擻惈偺捛媮偑僞乕僎僢僩偺堦偮偲峫偊偰偄傞丅岝憿宍僔僗僥儉偑敪揥偡傞偨傔偵偼丄婡擻惈庽帀偺惈擻傪岦忋偝偣惢憿婡偵埵抲偯偗傜傟傞偨傔偺嵽椏偵偡傞偙偲偑廳梫偱偁傞偲峫偊傞丅偦偺偨傔偵偼丄儐乕僓偺梫朷偵墳偊傞偨傔偺愨偊娫側偄搘椡偑昁梫偱偁傠偆丅偟偐偟丄岝憿宍偼戝偒側億僥儞僔儍儖傪旈傔偰偍傝丄IT妚柦偺恀偺扴偄庤偲偟偰敪揥偟偰偄偔偲峫偊偰偄傞丅
偙偺岝憿宍朄偺杮棃偺堄媊偼昁梫側宍懺偺儌僨儖傗宆傪丄嬌傔偰抁帪娫偱憗偔庤偵擖傟傞偙偲偑偱偒傞偲偙傠偵偁傞丅崱屻3師尦CAD偑僷僜僐儞忋偱儚乕僾儘傪巊偆傛偆偵扤偱傕摉偨傝慜偺傛偆偵巊傢傟傞傛偆偵側偭偰偄偒丄偦傟偧傟偺憿宍曽幃偑夵椙偝傟偰偄偔偵偮傟
丄岝憿宍僔僗僥儉傕偄偢傟CAD偺傾僂僩僾僢僩偲偟偰丄嬌摉偨傝慜偺傛偆偵巊傢傟傞帪戙偑傑傕側偔朘傟傞偲巚傢傟傞丅
丂僇儔乕儗乕僓僾儕儞僞傪嫟桳偟偰偄傞傛偆偵丄僌儖乕僾偱1戜偺憿宍婡偱偁傞3師尦僾儕儞僞乕傪僱僢僩儚乕僋偱嫟桳偡傞擔傕嬤偄丅CAD偺弌椡偲偟偰CAD偺夋柺忋偐傜乽3D
Print乿偲偄偆儃僞儞傪墴偣偽丄1帪娫掱偡傞偲憿宍暔偑3師尦僾儕儞僞乕偺弌岥偐傜捈偪偵巊梡偱偒傞宍偱弌偰偔傞偙偲偑憐憸偝傟傞丅偙偺憿宍暔傪僄儞僕僯傾偼丄庤偵偲偭偰挱傔側偑傜師偺僨僓僀儞傪峫偊傞偱偁傠偆偟丄奜壢堛巘偼庤弍偺曽朄傪偁傟偙傟巚偄傔偖傜偣傞傕偺偲悇掕偟偰偄傞丅
丂
嶲峫暥專
1) 丂彫嬍廏抝: " 3師尦忣曬偺昞帵朄偲偟偰偺棫懱宍忬帺摦嶌惉朄", 揹巕捠怣妛夛榑暥帍, J64-C, No. 4, (1981) 237-241,
2)丂 H. Kodama: "Automatic Method for Fabricating a Three-dimensional Plastic
Model with Photo-hardening Polymer", Rev. Sci. Instrum., 52, No.11, (1981)
1770-1773
3) 丂拞堜岶丄娵扟梞擇: "儗乕僓偵傛傞棫懱宍忬偺憂惉", 徍59揹婥娭學妛夛娭惣楢崌戝夛, G10-20 (恄屗, 1984)
4) 丂C. Hull: " Apparatus for production of three-dimensional objects by stereolithography",
U.S. Patent No. 4,575,330 (1986)
5) 丂P. F. Jacobs: "Rapid Prototyping & Manufacturing, Fundamental of Stereolithography",
(SME, 1992)
6) 丂娵扟梞擇丄戝愳榓晇丄憗栰惤帯丄惸摗捈堦榊丄拞堜岶: "岝憿宍朄-儗乕僓偵傛傞3師尦僾儘僢僞", (擔姧岺嬈怴暦幮, 1990)
7)丂 拞愳埿梇丄娵扟梞擇曇: "愊憌憿宍僔僗僥儉 - 嶰師尦僐僺乕媄弍偺怴揥奐", (岺嬈挷嵏夛, 1996)
8)丂T. Wohlers: "Wohlers Report 2000", (Wohlers Associates, Fort Collins, Colorado,
2000)
9)丂攱尨峆晇: "岝憿宍僔僗僥儉丄尰忬偲崱屻偺揥奐", JETI, 48 No. 10 (2000) 70-74
10)丂攱尨峆晇: "岝憿宍僔僗僥儉丄尰忬偲崱屻偺揥奐", JETI, 48 No. 10 (2000) 90-96
11)丂 揷懞弴堦丄攱尨峆晇: "岝憿宍朄偺庽帀奐敪偐傜傒偨崱屻偺揥朷", 僆僾僩儘僯僋僗, No. 4, (1996) 119-125
12)丂嶰戭椇丄墊塸梇丄怷掑梇丄愇尨柉梇: "儅僀僋儘僼傽僽儕働乕僔儑儞媄弍傪墳梡偟偨彫宆悈幙寁", 働儈僇儖僙儞僒尋媶夛
, (揹婥妛夛, 搶嫗2000擭4寧28擔) CHS-00-7
13)丂M. Kobayashi, T. Nakajima, T. Kaneko and H. Chiyokura: "Application of Stereolithography
in the Field of Plastic Surgery", 8th International Rapid Prototyping
Symposium, Kamata, Tokyo (June, 2000), pp. 294-295,.
14)丂Y. Tanikawa, D. Imai, K. Tanaka, H. Kawamura and Y. Yamada: " Fabrication
of Dynamic Human Head Phantom and Time-resolved Measurement", ibid.,
Kamata, Tokyo (June, 2000), pp. 296-301.
15)丂Y. Morita, T. Noikura, R. Petzold, M. Blank, W. Kalender, S. Hiura, A. Okubo,
K. Sugihara, T. Kamiinaba and Y. Izumi, "Rapid Prototyping for Dentistry in
Japan", ibid., Kamata, Tokyo (June, 2000), pp. 282-287.
16)丂G. A. Brady and J.W. Halloran: J. Mater. Sci., 33, 4551 (1998)
杮憤愢偼乽岝妛乿30姫4崋(2001擭)偵宖嵹偝傟偨傕偺偱偁傞丅